 安川机器人六大指令及故障处理方法
安川机器人六大指令及故障处理方法
指令一般分为几种其中常用的有下面列出的几种指令,第六种是以焊接系统作为范例。
(一)运动指令
(二)输出输入信号指令
(三)控制指令
(四)平移指令
(五)运算指令
(六)焊接工作指令
(七)故障分析
下面内容如经常使用之指令会以红色做为标示。
一、运动指令-1
| MOVJ | 功能 |
再生运转时,移动至所教点之路径为关节路径 (VJ=0.01至100%,PL=0或4CONT)。 |
| 范例 |
MOVJ VJ=50.00 PL=2 关节路径移动,速度50.00%精度等级2。 |
|
| MOVL | 功能 |
再生运转时,移动至所教点之路径为直线路径(V=0.1至 1500.0mm/s或V=0.6至9000.0cm/min PL=0至4CONT) |
| 范例 |
MOVL V=120 PL=3 直线路径移动,速度120.0mm/s位置精度等级3。 |
|
| MOVC | 功能 |
再生运转时,移动至所教点之路径为圆弧路径(V=0.1至 1500.0mm/s或V=0.6至9000.0cm/min PL=0至4CONT) |
| 范例 |
MOVC V=120 MOVC V=120 MOVC V=120 此圆弧路径移动,速度120mm/s |
|
| MOVS | 功能 |
再生运转时,移动至所教点之路径为曲线路径。 此指令较少使用因其间曲线=不规则线所以较难教导程序 |
| 范例 |
MOVS V=150 以曲线路径移动,速度150mm/s |
运动指令-2
| IMOV | 功能 | 以直线路径移动以特定的增量去作动。 |
| 范例 |
IMOV P012 V=120 以直线路径增量移动参考P变量所设值速度为120mm/s |
|
| REFP | 功能 | 再生运转时走编织路径之参考点。 |
| 范例 | REFP 1 | |
| SPEED | 功能 | 速度值之设定 |
| 范例 | SPEED VJ=50 V=1250 |
(二)输出输入信号指令
| DOUT | 功能 | 一般使用外部RELAY ON或OFF,1=ON , 0=OFF |
| 范例 |
DOUT OT#(12)=ON 使外部RELAY 12 ON |
|
| DIN | 功能 | 将外部输入信号读入 |
| 范例 |
DIN B16 IN#(16) IN#16 ON ,则B16=1,IN#OFF则B16=0 |
|
| PULSE | 功能 |
使外部RELAY ON一段时间,时间一到自动OFF T=0.1 至3秒,假使时间未设定,则自动设0.3秒 |
| 范例 |
PULSE OT#(10) T=60 使外部RELAY 10 ON 0.6秒后自动 |
|
| WAIT | 功能 | 等待一输入信号或与设定相符 |
| 范例 |
WAIT IN#(12)=ON T=10 等待IN#(12)=ON才能在执行下去,最多等10秒 |
| POSOUT | 功能 |
当运动路径,进入预先设定范围内,自动使一相对应之OUTPUT ON当运动路径,离开此范围则OUTPUT OFF,可设八组。 |
| 范例 |
POSOUT PM#(1) 第一组POSOUT |
|
| NWAIT | 功能 | 不等待此行运动路径执行后立即明向下执行程序 |
| 范例 |
MOVL V=100 NWAIT 运动路径一移动就执行下一行程 |
三、控制类指令
| JUMP | 功能 | 跳至預設之“米”行或程式,執行指令。 |
| 范例 |
JUMP JOB :HARA IF IN#(24)=ON 如果IN#(24)=ON則跳至執行HARA程式 |
|
| * | 功能 | JUMP 指令程式的標號 |
| 范例 |
*123 標號 123 |
|
| CALL | 功能 | 呼叫設定之副程式 |
| 范例 |
CALL JOB :GG IF IN#(12)=ON 如果IN#(12)=ON則執行副程式GG |
|
| RET | 功能 | 回至上一層程式 |
| 范例 |
RET IF IN#(20)=ON 如果IN#(20)=ON則回至上一層次程式 |
| END | 功能 | 程序结束指令 |
| 范例 | END | |
| NOP | 功能 | 程序开头指令 |
| 范例 | NOP | |
| TIME | 功能 | 暂停时间(T=0.01至655.35sec) |
| 范例 |
T=12.50 暂停12.5秒后执行下一指令 |
|
| CWAIT | 功能 | 等待NWAIT指令,那一行指令执行完毕才继续执行下一行指令 |
| 范例 | CWAIT |
| IF | 功能 | 判别指令 |
| 范例 |
JUMP*12 IF IN#(24)=OFF 如果IN#(24)=OFF就跳至标号*12行 |
|
| UNTIL | 功能 | 此行运动指令一直移动,直到一输入讯号才停止 |
| 范例 |
MOVL V=144 UNTIL IN#(6)=ON 直线路径持续移动,速度144mm/s直到IN#(6)=ON时才停止 |
|
| PAUSE | 功能 | 暂停 |
| 范例 |
PAUSE IF IN#(9)=OFF 假如IN#(9)=OFF系统暂停 |
|
| STOP | 功能 | 停止且机器人伺服马达电源切掉 |
| 范例 |
STOP IF IN#(10)=OFF 如果IN#(10)=OFF系统暂停且ROBOT伺服马达电源切除 |
四、平移指令
| SFTON | 功能 | 平移开始指令,RF:机器人坐标TF:工具坐标UF#:使用者坐标 |
| 范例 |
SFTON P12 平移开始,平移量为P变数P12所设之值 |
|
| SFTOF | 功能 | 平移结束 |
| 范例 | SFTOF |
五、运算指令
| ADD | 功能 | 运算指令加,将二数相加,而将值存于第一数 |
| 范例 |
ADD 112 113 将112加113所得之值存于112 |
|
| SUB | 功能 | 运算指令减,将二数相减,而将值存于第一数 |
| 范例 |
SUB 112 113 将112减113所得之值存于112 |
|
| MUL | 功能 | 运算指令乘,将二数相乘,而将值存于第一数 |
| 范例 |
MUL 112 113 将112乘113所得之值存于112 |
|
| DIV | 功能 | 运算指令除,将二数相除,而将值存于第一数 |
| 范例 |
DIV 112 113 将112除113所得之值存于112 |
| INC | 功能 | 每执行一次加一 |
| 范例 |
INC I43 将每次加一完的总合所得值存于I43 |
|
| DEC | 功能 | 每执行一次减一 |
| 范例 |
DEC I43 将每次减一完的总合所得值存于I43 |
|
| AND | 功能 | 罗辑指令,将二数AND后将结果存于第一数 |
| 范例 |
AND B11 B13 将B11与B13 AND后结果存于B11 |
|
| OR | 功能 | 罗辑指令,将二数OR后将结果存于第一数 |
| 范例 |
OR B11 B13 将B11与B13 OR后结果存于B11 |
| NOT | 功能 | 罗辑指令,将二数NOT后将结果存于第一数 |
| 范例 |
NOT B11 B13 将B11与B13 NOT后结果存于B11 |
|
| XOR | 功能 | 罗辑指令,将二数XOR后将结果存于第一数 |
| 范例 |
XOR B11 B13 将B11与B13 XOR后结果存于B11 |
|
| SET | 功能 | 令第一数之值等于第二数之值 |
| 范例 |
SET I12 I20 将I20之值存于I12 |
|
| SETE | 功能 | 令P变数轴之值等于第二数之值 |
| 范例 |
SETE P001(2) D01 将D01值存于P001之Y值 |
| GETE | 功能 | 令第一数之值等于P变数轴之值 |
| 范例 |
GETE D06 P012(4) 将P012 Tx之值存于D06 |
|
| CNVRT | 功能 | 将位置坐标PULSE TYPE变成XYZ TYPE |
| 范例 |
CNVRT P000 P001 将P001之位置坐标PULSE TYPE变成XYZ TYPE而存于P000 |
|
| CLEAR | 功能 | 清除指令,可接B‧I‧D‧R等变数 |
| 范例 |
1.CLEAR B00 2.CLEAR B00 ALL 1.清除B00之值使为 0 2.清除所有B变数使其值为 0 |
|
| SIN | 功能 |
将第二数SIN后值存回第一数 (只能用于常数及R变数) |
| 范例 | SIN R00 R01 (R00=SIN R01) |
| COS | 功能 |
将第二数COS后值存回第一数 (只能用于常数及R变数) |
| 范例 | COS R00 R01 (R00=COS R01) | |
| ATAN | 功能 |
将第二数TAN后值存回第一数 (只能用于常数及R变数) |
| 范例 | TAN R00 R01 (R00=TAN R01) | |
| SQRT | 功能 |
将第二数开平方后值存回第一数 (只能用于常数及R变数) |
| 范例 | SQRT R00 R01 (R00=R01开平方) |
六、焊接工作指令
| ARCON | 功能 | 起弧指令 |
| 范例 | ARCON AC=230 AVP=90 T=1.00 V=160 | |
| ARCOF | 功能 | 收弧指令 |
| 范例 | ARCOF AEF#(1) | |
| ARCCUR | 功能 | 绝对值电流值指令 |
| 范例 | ARCCUR AC=200 | |
| ARCVOL | 功能 | 绝对值电压值指令 |
| 范例 | ARCVOL AVP=100 |
| AWELD | 功能 | 电流值指令(-14.1V至+14.1V) |
| 范例 | AWELD 12 | |
| VWELD | 功能 | 电压值指令(-14.1V至+14.1V) |
| 范例 | VWELD 2.5 | |
| WVON | 功能 | 摆弧开始 |
| 范例 | WVON WEV#(12) | |
| WVOF | 功能 | 摆弧结束 |
| 范例 | WVOF |
七、故障代码意义
| 异常代码 | 代码严重级等 | (重置)处理方法 |
| 0ϬϬϬ |
程度0(重故障) 线路关闭警告;初期化诊断 /软件诊断警告 |
发生0开头的错误为严重错误,应立即找出 问题的所在将其排除,方能将电源打开。 |
|
1ϬϬϬ 3ϬϬϬ |
程度1~3(重故障) |
此警告显示与专用I/O信号(警告重置)均不可 重置,官闭主电源并找出问题的原因然后在 打开电源。 |
|
4ϬϬϬ 8ϬϬϬ |
程度4~8(轻故障) | 更正其错误显示且排除简单的故障即可重置。 |
| 9ϬϬϬ |
程度9(轻故障) 使用者警告 |
系统的专用输入信号或用户警政署要求输入 的起更改后,此警告显示与专用I/o信号(警告 重置)是可以重置的。 |
八、简易故障判别方法
马达交换接头测试异常状况,不用拆卸马达即可判别是何原件损坏。
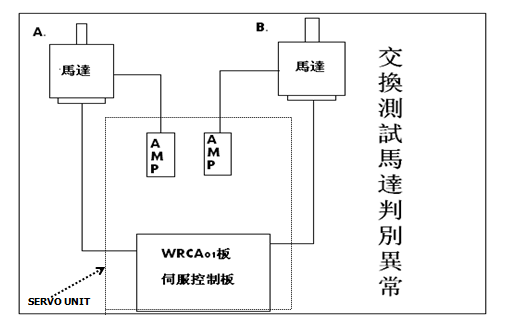
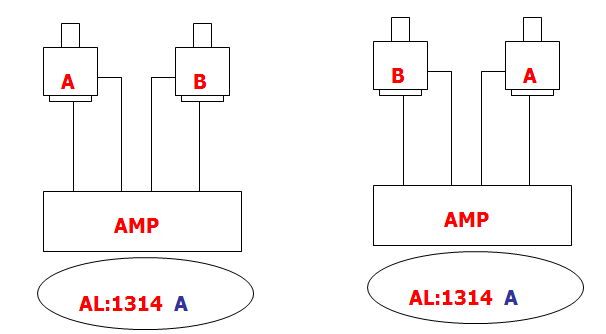
如上页马达线(马达规格要一样)接头交换后如果异常状况随之变换即说明马达或
减速机损坏。
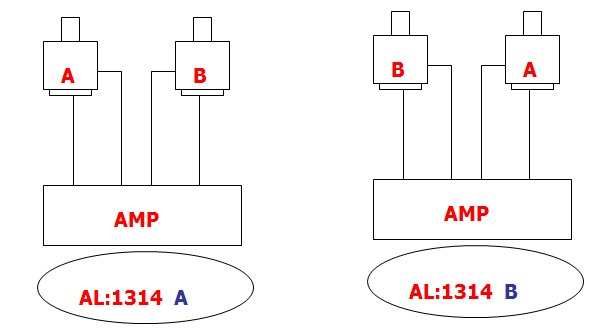
如上页马达线(马达规格要一样)接头交换后如果异常状况随不变换即说明线或控制板
(AMP)。
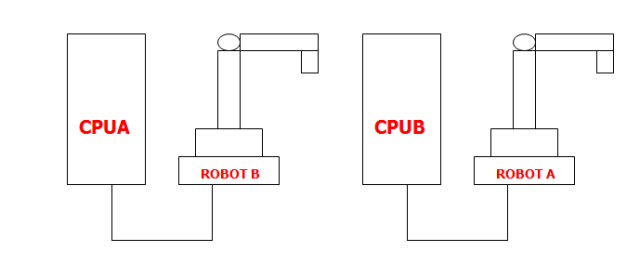
在做判断最主要的是要先将问题局部化再以小范围去判断这样可以省下很多时间,
譬如下面也是一個好方法。
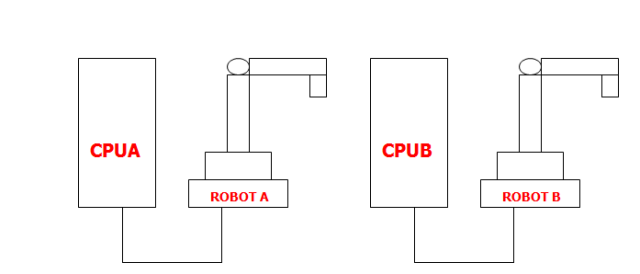
这样便可测出是ROBOT出现故障还是CPU出现故障,不过此两台机器人需要是同
系统同版本同系列型式的机器人。
审核编辑:汤梓红
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
机器人
+关注
关注
211文章
28418浏览量
207085 -
指令
+关注
关注
1文章
607浏览量
35710 -
程序
+关注
关注
117文章
3787浏览量
81039 -
焊接系统
+关注
关注
0文章
21浏览量
3974
原文标题:【干货】安川机器人六大指令及故障处理方法!
文章出处:【微信号:你身边的机器人专家,微信公众号:你身边的机器人专家】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
如何用LabVIEW控制安川机器人
各位大神,现在小弟想用LabVIEW控制安川机器人,可是通过调用motocom32的DLL不能和机器人通信,听说LabVIEW不能二次开发安
发表于 11-10 12:29
安川机器人维修保养的相关调试方法介绍
安川机器人维修保养的相关调试方法介绍:随着威廉希尔官方网站
的发展,各种机械设备被人们不断的研发并投入到使用中,而机械设备在使用的过程中或多或少的都会出现一些故障
发表于 09-08 16:15
abb机器人电源模块短路板短路故障处理
1、abb机器人电源模块短路板短路故障处理人为因素:热插拔硬件十分危急,许多电路板故障都是热插拔引起的,带电插拨装板卡及插头时用力不当造成对接口、芯片等的伤害,从而导致
发表于 09-17 07:33
基于安川机器人的结构及概念
现场使用的安川MOTOMAN-ES165N 机器人负载能力为165 公斤(有效工具负载,实际各关节力量更大),操作不慎会引起严重安全事故,可能导致人员受伤或死亡。现场示教时,严格控制速度示教机
发表于 10-17 17:01
•22次下载

安川工业机器人结构
的连接线缆,也可以根据现场的实际需求来进行选配。 --机器人本体各部分组成:由图可知安川6轴工业机器人可分为机器人底座、S头、L臂、U臂、手





 工商网监
工商网监
评论